
Meister recently had an inquiry from a customer who needed to grind the bores on a trial order of hardened automotive sleeves, but their grinding setup was not sufficient. Their Cylindrical bore grinder was relatively new, but they did not have a rotary dresser installed, only a single-point diamond, and when attempting to grind the parts with aluminum oxide wheels the wear rates were very high and they were unable to maintain a consistent process.
They really wanted to use CBN wheels, but they couldn’t justify the investment in a rotary dressing spindle unless they landed a longer term contract with their customer, which would never be possible unless they could produce this initial order to exceptional quality. Therein lied their dilemma.

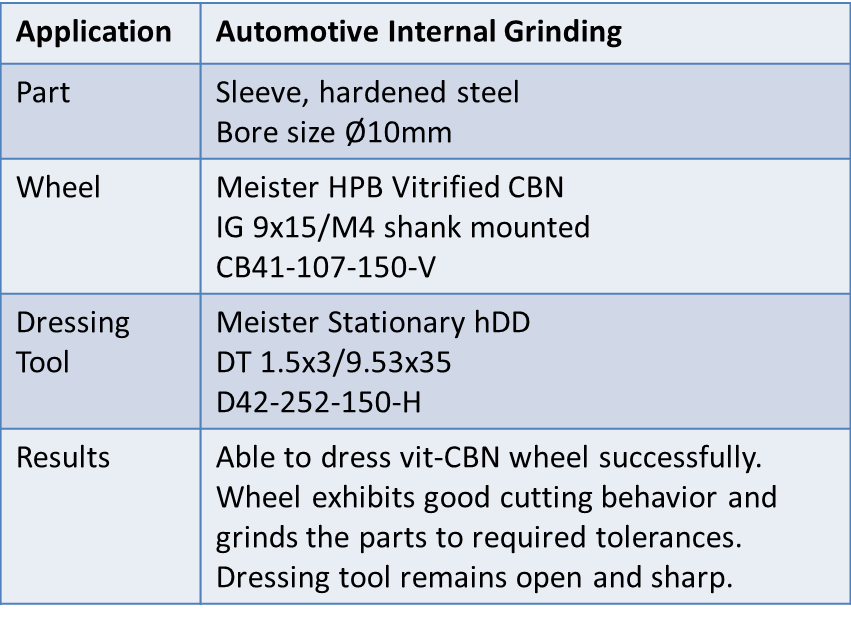
The solution was a stationary hDD dressing tool, utilizing Meister’s newest hybrid-bond technology, combining the porosity of vitrified bond with the wear resistance of metal bond. This tool was combined with a Meister HPB vitrified-bonded CBN wheel.

Not only did the solution work, but the customer was able to land the contract and is now looking to expand their process.

This is very interesting. Can we say we do not need a rotary disc dresser for ID grinding with Vit CBN wheels? or will it be application dependent?
Also any such solution for CBN OD wheel dressing?
Regards
Kapil
Thank you for your question.
Generally we still recommend rotary diamond dressing for CBN applications. However, there are cases where a stationary dresser can be used successfully, like the example above. Therefore to answer your question, we prefer to evaluate the feasibility of stationary dressing on a case-by-case basis. It is application dependent.
For OD-wheel dressing, we manufacture our hybrid-bond dressing technology in disks to suit any dressing spindle or machine. For more information, here is a link to a brochure that describes the product in more detail: http://www.meister-abrasives.com/data/docs/download/1911/en/Dressing-Tools-E.pdf
Thank you!